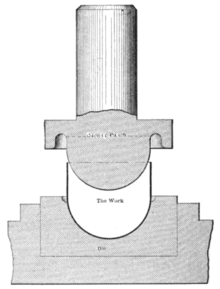
Curling Operation In Sheet Metal
Curling Sheetmetal Me
Curling Metalworking Wikipedia

Sheet Metal Operation

Sheet Metal Operations Curling Anuniverse 22 Youtube

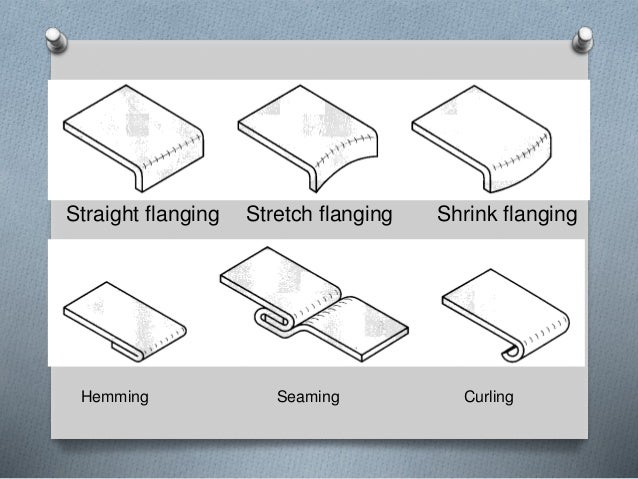
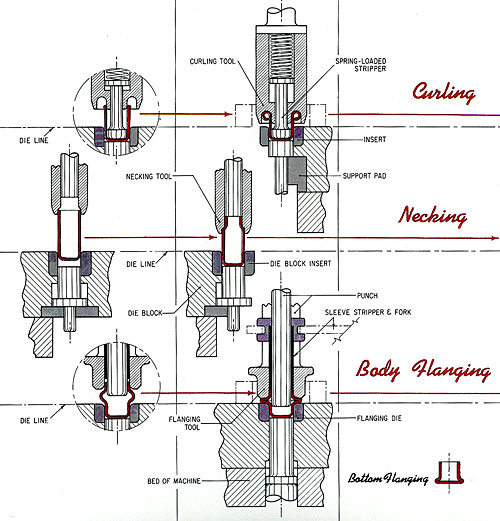
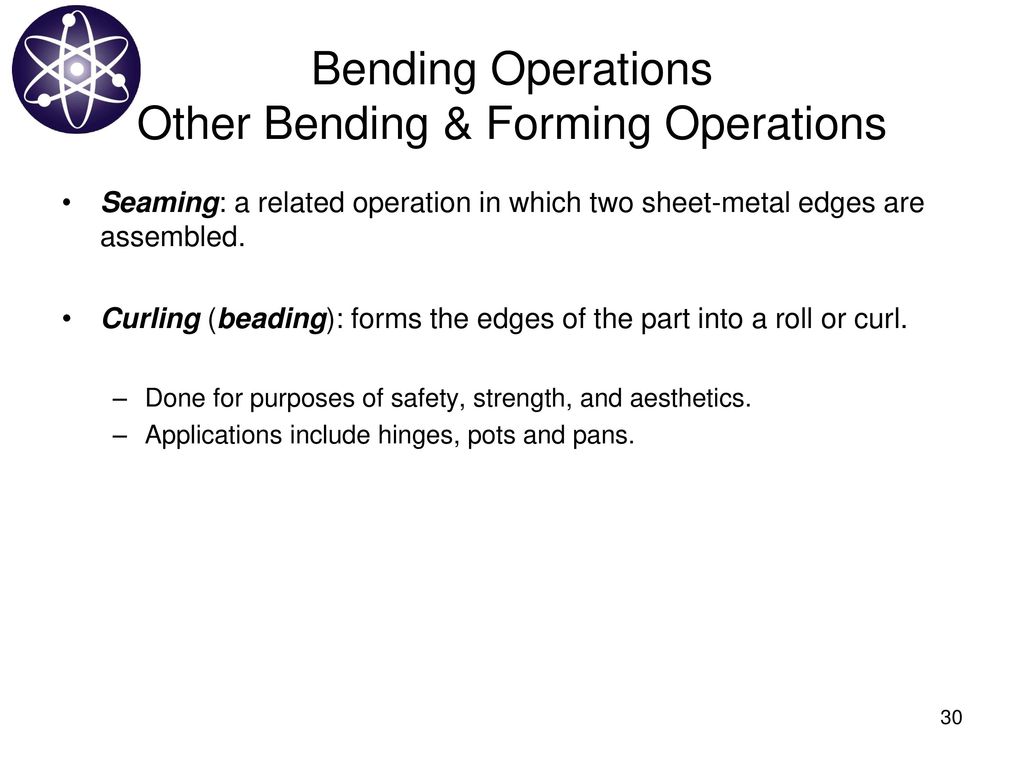
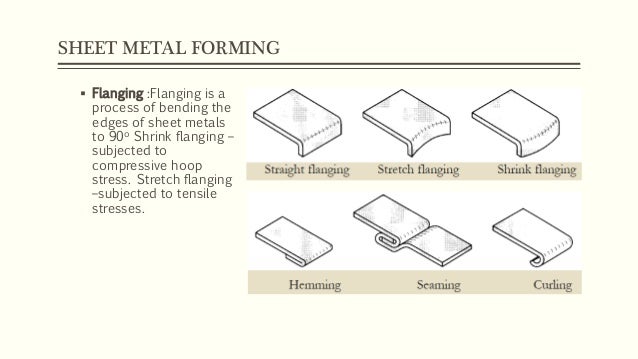
Curling Curling Curling Is The Operation Of Forming The Edges Of A Component Into A Roll Or Curl By Bending The Sheet Metal In Order To Strengthen The Ppt Download
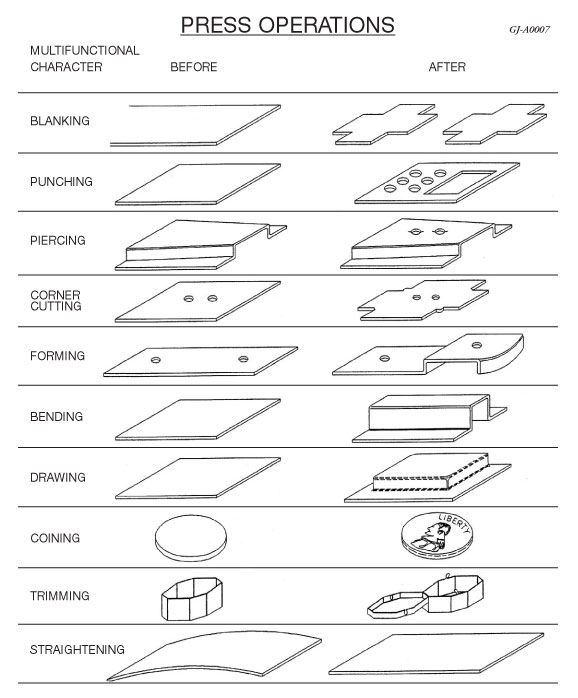
Press Operations The Heim Group
Other parts are curled to perform their primary function such as door hinges.
Curling operation in sheet metal.

Tool Design

Design For Manufacturing Curling And Hemming Sheet Metal Wirebiters
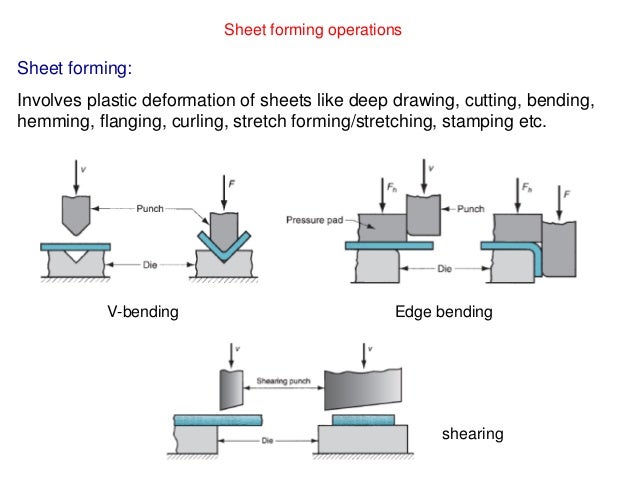
Sheet Metal Forming And Operations

Curling Dies Riteway Brake Dies
Metal Stamping Process

Metal Curling Operation Youtube
Http Uotechnology Edu Iq Dep Production Branch1 Files Dr 20waleed Pdf

Sheet Metal Design Guidelines By Dfmpro

Sheet Metal Manufacturing The Definitive Guide Blog

Chapter 3 Forming Process Ppt Download

Fabrication Formulas Sheetmetal Me
Manufacturing Processes Ppt Download
Metal Forming Processes With Analysis

How Are Bending Flanging Coining Embossing Stretching Curling Hemming Ironing Necking And Drawing Related Th Metal Stamping Metal Forming Sheet Metal
Sheet Metal Working

Sheet Metal Stamping 101 Part V

Discuss All Sheet Metal Operations With Diagrams

54a9f7b10c7033897012e98be6e19432 Jpg 645 699 Metall
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrjhg9tvw2dgio3midc12avhikzxq45ydbgab7uxgnbft8wbge Usqp Cau

Rigid Metal Packaging Sciencedirect
Http Kaizenha Com Cdn Files Manufacturing 201 Lecture 2015 Pdf

Mt 284 Manufacturing Processes Ppt Video Online Download
Which Methods To Use For Sheet Metal Tension Testing
Sheet Metal Wo Rking
Source : pinterest.com
